I was once asked via e-mail what the flare does for a burner, my response (based on my experiments and readings) was; The flare slows down the velocity of the injected stream of gas and air so it doesn't blow its self out. Let me explain further. When the gas is injected through the #57 hole it shoots down the burner tube with enough velocity to create a vacuum that sucks air into the burner without needing a blower. This stream of air and gas is moving faster than it can be burned. So without the flare slowing down the stream's velocity the flame would shoot out of the burner pipe and once it leaves the pipe it would extinguish itself. With the flare attached, as soon as the stream leaves the burner pipe the flare "catches" it, slows it down to the point that it becomes balanced (i.e. the gas and air stream is being supplied to the flame at the same speed as it can be burned) leaving the flame smooth and stable. This is why the flame burns inside the flare not the burner tube.
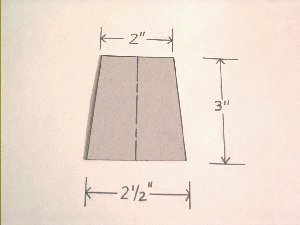
The first thing you need to do is cut a quadrilateral (oh my god! I'm actually using my highschool math) from a piece of cardboard to the dimensions shown. This piece is the pattern that you will use to draw the template from. This size piece will make perfectly sized flares for a 3/4" burner pipe.
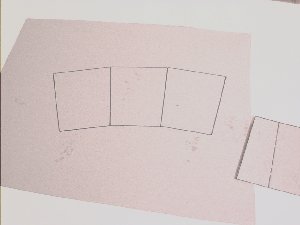
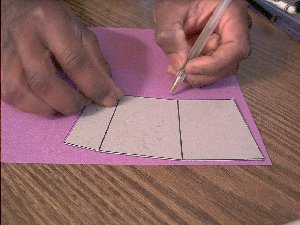
To draw the template you simply trace the pattern 3 times onto another piece of cardboard. You’ll end up with this arched polygon.
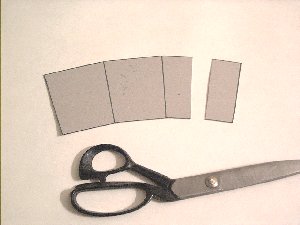
Cut out the template and cut half of the third section off. This will leave the template the perfect size for the flare. As you cut the template out do not follow the lines exactly, try to round off the ends slightly. And be sure to maintain the same angle when you cut the third section in half.
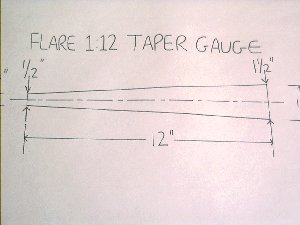
Now its time to draw a 1:12 taper gauge. The 1:12 taper means that a cylinder will gain 1-inch in diameter for every 12-inches of length. So if a 12-inch long cylinder is 1-inch diameter on one end it’ll be 2-inches in diameter on the other end. Get it? Our flares are rather narrow so draw one end of the gauge 1/2-inch wide on one end and 1 1/2-inches wide on the other. The angled lines create a perfect 1:12 taper for you to compare your flare to.
Pretend the piece of purple paper is sheetmetal. It may actually be easier for you to first make a practice flare from stiff paper. Trace the template onto the paper (or sheetmetal).

With the material cut out you can begin rolling it. If you keep the edges lined up as you roll, it’ll form the flare shape automatically. I suggest filing down sharp sheetmetal edges to avoid cuts.

Once the flare is rolled you need to adjust it to fit the end of the burner pipe. I let the flare slide 1/2-inch onto the pipe. You may need to let it unravel a bit for it to fit. Sheetmetal tends to “spring out” larger than the size you rolled it to, so roll it a bit smaller than the end of the pipe and it’ll spring out to a snug sliding fit.
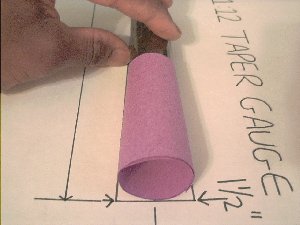
Once its on the pipe you can put it up against the taper gauge to make sure the angle is right. It might be off a slight amount but not much. Just adjust it as necessary.
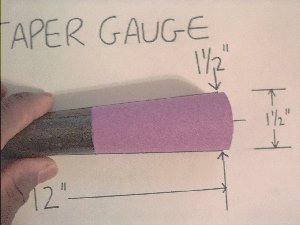
This flare looks good. Now just do the procedure with sheetmetal and you’ve got your sheetmetal flare to The Lab's specifications!

These flares are proven to work. More pics with the Oliver-upwind burner. Note: I do not use a flare on the burner when melting metal in the furnace. It's not neccesary, and I'm not completely sure why.