
I cast the headstock several times in order to find a way to get the smallest shrink cavity. The one in the front shows almost no signs of shrinkage so it's the one I went with.

To bore the headstock accurately a temporary headstock assembly is made. Dave Gingery directs the reader to build an adjustable angle iron based assembly. I decided to take a little extra time and cast a solid temporary headstock which has slides and ways clamps to connect to the ways. It was a little extra work but it was very steady. The pulley is off center 'cause the temp headstock was too big and I had to let it hang off the left side. This let me test a prototype headstock design for a wood turning lathe I'd like to design and build.

I didn't have any lathe tool material to grind my boring bar from as the book recommends so instead I used a piece of hardened steel off a thread cutting tap. The end of the tap was square so it was easy to grind to shape. This tap came from a cheap set of taps and dies that I bought from a popular auto parts catalog. This set was bull-feces! The catalog listed it as "Our best carbon steel tap and die set" for $19.95. I'm glad I didn't buy their worst carbon steel set...
Here is the temporary apron that carries the headstock along the ways as it is bored. Rather then drilling and tapping holes in the front of the headstock to attach the temporary apron I simply drilled it's holes to fit the screw locations of the front ways clamp. I welded this thing together but you can probably cut out a "T" shape and bend the front piece downward to get the configuration shown. Okay enough talk, let's bore this bad mutha...

Sorry, no action photo... Here you can see the headstock just after I finished boring it. All the metal chips are cleaned away. It is much easier to bore one side at a time then install the bearing for added support. I got this tip from Metalworking Gearheads (He has good tips on scraping also). Check his site out if you haven't already!

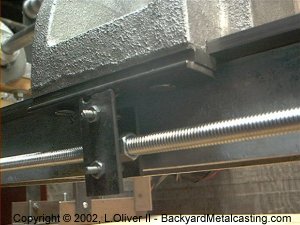
Here is a closeup of the finished bore, the boring bar and the bit. That's a nice clean hole. And I didn't build Gingery's adjustment gauge nor did I ever measure the bore. I simply kept boring the hole larger and larger 'til it looked close to the bearing size then I tried to slide the bearing in. I kept extending the boring bit by miniscule amounts until the bearing slid in with a bit of friction. Warning, there is a big risk of boring the hole too large if you're not careful!

Here are the bearings. I think they a little different from What D. Gingery described. I had to split the plain sleeve bearings for them to fit in the flanged bearings because even though they're labeled as 5/8" inner diameter they turn out to be less. Got these from Mcmaster.com.
Check out part 6; the tailstock!