Go to section: | Bracketry | The base part 1 | The base part 2 |
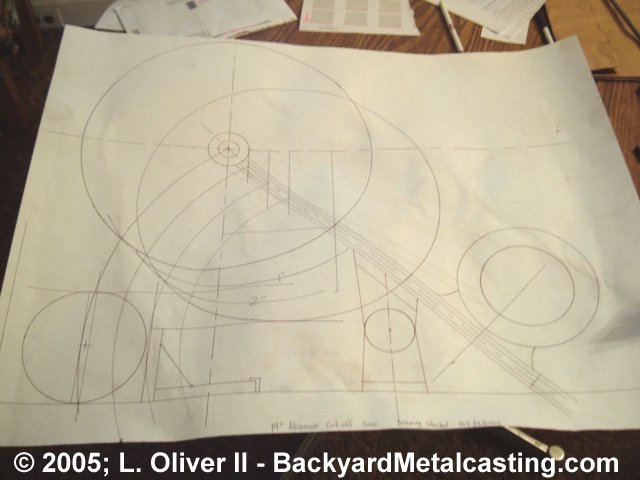
Here is a piece of posterboard that I used to draw the main parts of the saw full size so I could decide the proper angles and size of pieces. The large circles on the left represent the blade, the circle within a circle on the right represent the motor and motor pulley and the circle in the lower left corner represents 6" diameter stock to be cut. At one time I had a thicker piece of posterboard shaped like the blade and pivot area of the platform so I could easily see the blade location in various positions. A simple 2-dimensional mockup like this can save tremendous time and materials when designing a machine. Click photo for larger view

Here are some patterns for some of the saw pieces. There are the brackets that will mount to the base and support the motor and blade platform, and the jaws for the work holding vise.

Here's a photo of the mold for the vise jaws. There is a gate on each side of both castings to help ensure no shrinkage. I've also found that molds with two gates (a sprue and a riser) can sometimes be successful with sand that is wetter than it should be because the riser works as a "chimney" to rapidly vent away the excess steam.

Here's the mold for three of the brackets. The non-angled bracket is cast twice from the same pattern, I molded the second one in another mold. I like to fit as many patterns in a single mold as possible, that's just my style of casting. Each casting has it's own separate sprue rather than one sprue feeding all the castings since that decreases chances of shrinkage flaws. But these are relatively thin castings so shrinkage flaws aren't really a problem anyways.

Here are three of the four brackets after opening the mold. They turned out just as I wanted them. Notice the "dimple" in the circular faces of the castings. These "dimples" or more technically "recessed areas" are to guide the drill bit when drilling out the pivot hole.

Here are seven castings that I made with one crucible load of metal (an advantage to having a large crucible). Starting at the top and moving left two right there are; two straight pivot brackets, the rear vise jaw, and the front vise jaw. Bottom row contains (from the left) two angled pivot brackets (so the motor platform will be at the proper angle while at rest) and the vise screw bracket (to be redesigned for a "quick-action" type). Notice the curved groove cast into the rear vise jaw. This will allow for pivoting the work up to 45° in both directions for angled cuts. It's much easier to cast the groove in place rather than cutting it out of the solid aluminum.

Here's a look at the castings and the patterns. The patterns were easy to make. I could make all the bracket patterns in one evening if I didn't have to wait for the glue to dry. And the other patterns are one evening each (plus an extra day for the polyurethane coats to dry). These patterns can be "slapped" together extremely rapidly because it's just a matter of cutting out simple shapes and gluing them together.

Here I'm using a drill press to drill the pivot hole in a bracket. My goal is for a drill press to be the only machine tool needed for the build (no lathe etc.). The pivot rod is a plain steel rod. This is the second set of bracket castings that I've cast and prepared. The first set was from a previous design that I scrapped. I discovered that they were of the wrong dimensions and angle since I did the original layout drawing with the saw positioned in the middle of a cut rather than in rest position. Good thing castings are cheap to make and mistakes can be re-melted. But I still lost a weeks worth of work.

Since the castings that bolt to the base are cast I can begin laying them out in position on a board which represents the base. Another board represents the motor mounting platform and a piece of tubing represents the work to be cut. At this point it was time to begin designing and building the base pattern! Onward to the base.
Go to section: | Bracketry | The base part 1 | The base part 2 |